
안녕하십니까?
코로나로부터 건강을 지킵시다!!!
문의 드릴내용은
제품 별 공정 생성시 2 개의 작업장이 동시에 생산 시작을 할 수 있도록 설정할 수 있는지 궁금합니다.
예를 들어 1234 라는 제품의 C/T이 0010: 20초, 0020: 20 초일 경우 3,000개를 생산 한다라고 가정
ex) SAP MRP 계획 과정
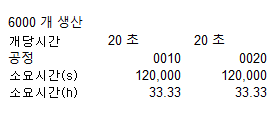
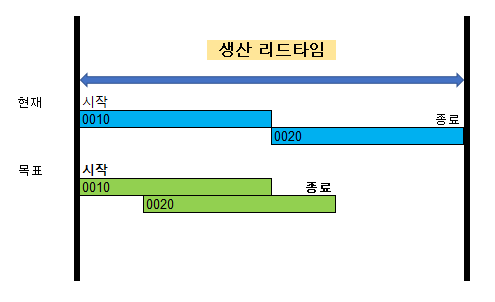
▶현재, 공정 0010에서 6,000개 생산 완료 후(약 33 시간)에 0020 작업을 계획(시작)함. 단, 선 공정이 모두 끝나야지 후 공정이 시작함
질문 1) 공정 0010 에서 공정 0020 로 일정한 텀을 두고 오버랩 생산을 한다면 어떻게 적용 할 수 있는지 궁금합니다.(제어키 사용 ???)
조건1- 공정 0010, 1-1 제품 생산(선공정), 제어키 PP07
공정 0020, 1-2 제품 생산(후공정), 제어키 PP03
동일 ID 사용, 1 개 ID에 2 개 공정이 들어감.
위크센터 2 개 사용(선/후 설비 다름)
조건2- 공정 0110 제품 1-1 생산(선공정), 제어키 PP03
공정 0210 제품 1-2 생산(후공정), 제어키 PP03
다른 ID 사용, 1 개 ID에 1 개 공정이 들어감(예 ID1-0110, ID2-0210)
워크 센터 1 개씩 사용(선/ 후 설비 다름)
질문 2) BOM 간소화 작업 시, 원래 공정 흐름 "원소재 -> 반제품 1 -> 반제품 2"에서
"원소재 -> 반제품 2" 로 변경할 경우 반제품 1 에 대한 재고 처리는 어떤 방법이 있을지 궁금합니다.
감사합니다.
건강 잘챙시기 바랍니다.
댓글 0
| 번호 | 제목 | 글쓴이 | 날짜 | 조회 수 |
|---|---|---|---|---|
| 237 |
How_to_find_the_long_text_of_Prodn_Order
[1] | sapjoy | 2007.04.02 | 3119 |
| 236 |
다른 pp 용어설명
[2] | 이성웅 | 2007.04.22 | 2983 |
| 235 |
PP교육자료
[22] | 썬바바 | 2007.04.24 | 3682 |
| 234 |
PP 교육자료 2
[14] | 썬바바 | 2007.04.24 | 2715 |
| 233 |
PP 교육자료 3
[14] | 썬바바 | 2007.04.24 | 3050 |
| 232 |
PP 교육자료 4
[14] | 썬바바 | 2007.04.24 | 2607 |
| 231 |
PP 교육자료 5
[14] | 썬바바 | 2007.04.24 | 2687 |
| 230 |
PP 교육자료 6(마지막)
[14] | 썬바바 | 2007.04.24 | 3303 |
| 229 |
[교육자료] 모듈 PP(Gva) 교육자료 입니다.
[21] | 프랭클린 | 2007.05.19 | 3275 |
| 228 |
생산오더 자료(pp)
[15] | 아밥퍼 | 2007.05.22 | 4798 |
| 227 |
pp 족보입니다.(2006)
[7] | 홍순창 | 2007.05.31 | 3600 |
| 226 | 오더생산과 반복생산의 차이분석 [1] | 조우제 | 2007.08.30 | 5560 |
| 225 |
PP 족보 모음
[9] | sapjoy | 2007.09.06 | 3818 |
| 224 |
알기쉬운 생산전략
[2] | 박승근 | 2007.09.06 | 3404 |
| 223 |
PP 마스터 화면 정리
[26] | SARA | 2007.09.09 | 3549 |
| 222 |
certi 내용정리(일부)
[1] | 조춘택 | 2007.09.13 | 3539 |
| 221 |
PP 초,중급 문제
[2] | 조춘택 | 2007.09.13 | 3047 |
| 220 |
문제..(영문)
[1] | 조춘택 | 2007.09.13 | 2689 |
| 219 |
PP 초,중급 문제 답안입니다.
[1] | 조춘택 | 2007.09.13 | 3300 |
| 218 | SAP 관련 cafa [1] | 조춘택 | 2007.09.13 | 3269 |
